手提袋的印刷和常用手提袋尺寸
手提袋印刷广泛应用于、、鞋业、礼品、、药品等领域的商品包装。目前、我们可以把这些大量使用的手提纸袋归纳为两类。
一类是大众化的包装用普通纸袋。这类纸袋大都采用轮转印刷、自动生产线完成制袋,制作纸袋的材料多选用牛皮纸,纸袋规格和花样比较呆板,其优点是生产效率高,适宜大批量生产。另一类是美观、精致的包装、购物袋。这类纸袋一般采用单张纸印刷,依赖手工或半自动生产,牛皮纸、铜版纸、卡纸都常被选作加工纸袋的材料。它们大都用于高档商品的包装、礼品袋或各种商业活动的广告袋。特点是任何形状、规格的纸袋都可生产,但工艺较复杂,生产效率低。

由于使用功能或设计上的需要,手提纸袋所使用的生产工艺具有一定的复杂性,但基本流程可以归结如下:
1.设计
纸袋的设计制作是整个纸袋生产工艺的关键环节。多数纸袋是形象与商品广告策略的延伸,因此选用的材料、装饰的工艺和表现的形式都与纸袋的用途和功效密不可分。牛皮纸的韧性好、强度高,表面较粗糙。卡纸挺度好但韧性差,用作纸袋一般需要表面覆膜。铜版纸有一定的韧性,印刷色彩丰富,但挺度比卡纸差。强调耐用性多选择用牛皮纸,对色彩和挺度都有讲究时大都采用卡纸,而需要丰富艳丽图案效果,人们往往偏爱铜版纸。为了提高手提纸袋的品味和档次,设计师们在印后表面装饰工艺上大动脑筋。烫金、UV、上光、七彩、凹凸及植绒等工艺灵活运用也使纸袋色彩明快、立体感增强,表现力更加丰富。当然无论采用何种整饰工艺,设计师应考虑纸张材料的经济利用,工艺设计的合理性。为了生产和品质管控,设计时制作一套完整清晰的作业工程图必不可少,多数情况下产品还需要经过打样确认。设计中的打样既是工艺的验证,也是客户确认的依据、生产的标本。
2.材质与常用规格
200克、250克、300克白卡纸、250克、300克灰卡纸、200克、250克牛皮纸
常用规格:
A.超大号手提袋尺寸:430mm(高)* 320mm(宽)*100mm(侧面)
B.大号手提袋尺寸:390mm(高)*270mm(宽)*80mm(侧面)
C.中号手提袋尺寸:330mm(高)*250mm(宽)*80mm(侧面)
D.小号手提袋尺寸:320mm(高)*200mm(宽)*80mm(侧面)
E.超小号手提袋尺寸:270mm(高)*180mm(宽)*80mm(侧面)
3.印刷
手提纸袋因其常常是企业形象与商品广告策略的延伸,它的印刷设计与一般印刷品不同,专色、满版较多,用墨量大、鲜艳。所以它的印刷工艺也与其它产品要求有所不同。印刷操作者要特别注意水墨平衡的控制,设备调整的状态要好,否则容易发生水墨起杠,颜色的色差问题。一些印刷厂开单用纸较省,印刷时需注意上下和来去的印刷位置,以保证纸袋糊口和上舌口及底部的尺寸。如产品印后需要进行覆膜等加工时还必须注意尽量控制墨层厚度,减少添加剂的使用,最大限度地减少喷粉的使用量。
4.覆膜
覆膜又称印后过塑、印后裱胶或印后贴膜,是指在印品的表面覆盖一层0.012~0.020㎜厚的透明塑料薄膜而形成一种纸塑合一的印后整饰工艺,一般分为预涂和即涂两种工艺。根据使用薄膜材料的不同又有高光膜和亚光膜之分。随着水性溶剂的使用,覆膜工艺的环保性有了进一步的提高。非牛皮纸袋多采用覆膜工艺,主要是因为覆膜可以增加色彩的浓度,产品防水避污性能好,纸张的抗老化、抗撕裂、抗戳穿等物理性能普遍提高,进而纸袋的牢度和强度得到改善,承载力明显增强。尤其是使用亚光膜能给人以柔和、高档、舒适的感觉。
手提纸袋的覆膜工艺要注意几点:①选择合适的覆膜胶水,尤其是满版金属墨产品和需要后续凹凸加工的情形;②控制覆膜的速度并根据车速选择合适的施胶量;③需覆膜的产品必须待印后干透才能进行覆合作业,刚覆膜的产品也需放置一段时间再进行轧切、凹凸加工;④印刷时喷粉过大还必须进行覆膜前的除粉操作;⑤加强对膜的电晕效果的检查等。如果不注意以上几点的控制,容易造成覆膜产品的脱膜、起泡、麻点等品质事故,甚至会导致批量报废。
5.表面处理
烫金、UV、上光等印品表面整饰工艺是手提纸袋广泛选用的生产工艺。它极大地满足了人们对纸袋的精美、高档的追求。在生产过程中,也必须控制好这些工艺环节中的关键点。
烫金工艺与印金相比其金属感强烈、一致性好、色泽明快、立体感更丰富。完美的烫金效果取决于烫金的温度、压力和速度的有机协调。烫金作业时应关注以下几个影响烫印效果的因素:①烫印产品的表面平整度;②烫印产品的表面印后处理工艺(覆膜、过油等);③使用的电化铝的烫印适性;④烫印版和烫印机的状态等。烫印是一门复杂的工艺技术,在烫印过程中充分考虑上述因素的影响,才有可能达到满意的烫印效果。
表面的上光工艺主要指UV上光和普通上光。上光工艺能够使印品保持良好的光泽效果和提高印品的表面抗耐磨性,特别是UV上光和局部UV上光在纸袋加工工艺中的使用,使纸袋的印刷层次厚实致密、光泽丰富滋润,印刷主题突出、观感强烈。
另外,凹凸、七彩、植绒等其它印品整饰工艺也在手提纸袋工艺中获得一定程度的使用,这些工艺的使用既提高了纸袋的美观度和时尚性,又陶冶了使用者的生活情趣。我们也必须控制好这些工艺操作技术要领,从而起到锦上添花的功效。
6.模切加工
模切工艺是将模切刀和压痕刀组合在同一块模板上利用模切机对印品进行模切和压痕加工的工艺方法,又称“轧痕”。它是纸袋生产过程中的一道重要工艺。模切的质量直接影响纸袋成型品质和手工糊制效率。
手提纸袋的模切工艺要注意:①选用正确的模版。由于多数纸袋形状相似、有些尺寸变化不大,作业时必须制作首件对照工程图复核,以免用错模版。②控制好工作压力。要求模切边不能有毛刺,暗线清晰好折但又要避免炸线。有些纸袋模切时暗线部分看不出问题,但手工折袋糊制时会出现破裂,因此模切过程中要不断试折做好过程检验。③考虑纸张的特性,沿着纸张的丝缕方向,纸张比较好折,模压压力可小些,而垂直于纸张丝缕方向,纸张比较难折可在局部增加模压压力。④卡纸的韧性较差,如没有表面覆膜时,特别要重视模切效果。
7.手工
糊制工艺是手提纸袋制作中最特别的一个环节。除了辅助性的使用一些半自动设备外,主要依赖于手工完成,是整个纸袋工艺流程中效率最低的一个环节。发达国家对精美手提纸袋需求量特别巨大,因为无法通过自动化的生产线完成,所以也就为我国许多印刷包装企业的纸袋产品的出口提供了商机。
手提纸袋的糊制首先要做好首件工艺策划。①根据纸袋材料选用合适的粘合剂。许多纸袋厂因工艺经验不足,常由于粘合剂的选用不当造成纸袋假粘开胶。出口纸袋需要适应货柜中可能的50~60℃的高温和使用地零下20~30℃的低温考验,同时还必须考虑粘合剂的老化因素。②纸袋的构造和提手材料及联结形式等对于纸袋产品而言多种多样,我们则要根据具体的情况探讨使用合适的手工工艺方法。有些需要糊制前就要冲提手安装孔,有些要在糊制的过程中使用热熔胶固定手提等等。这些手工糊制工艺的策划需要在批量生产前完成,而工艺一旦确认,我们还应该在手工糊制过程中加强细节管控,防止溢胶污染和避免生产中的纸袋表面划伤等。当然,纸袋糊制批量产前的首件制作可以参考打样时的工艺策划进行工艺再评估。
经手工糊制完成的手提纸袋基本已经成型,有些手提纸袋还有最后一道工序——冲孔、穿绳等作业,从而完成最终的手提纸袋的成型包装。
纸张厚度:市场专用的250g,250g足克白卡还有300克的白卡,300g的白卡纸张比较厚,加上天气干燥是容易有爆边的风险。
工艺:垫板,就是成品手提袋底部的垫纸。哑膜(哑光),亮膜(亮光)绳子:三股绳最常用
气眼:手绳打孔处的铁环,力加口眼手提承重会更好。
特殊工艺:烫金,UV,激凸
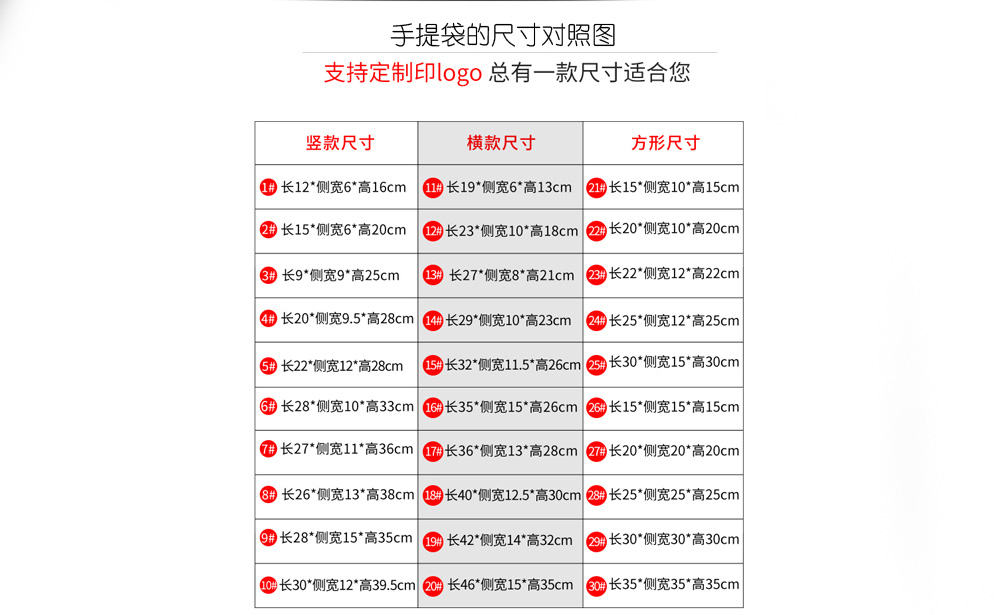
手提袋常用尺寸对照图
通过以上手提纸袋工艺流程的分析探讨,我们知道精美时尚的手提纸袋是由一个个复杂的工艺过程串联而最终完成的。任何一个工艺环节的疏失都可能导致生产品质事故的发生。工艺的严谨性是确保产品优质的必要条件。在整个工艺流程中,我们要加强工艺的评估管理和各工序量产前的首件确认程序的执行力度,同时、严格生产过程中的跟踪管控。任何完美的工艺都必须依赖于严格地执行工艺作业程序来保证,长沙手提袋印刷厂的制作也不例外。